ContiTech Schwingungstechnik®



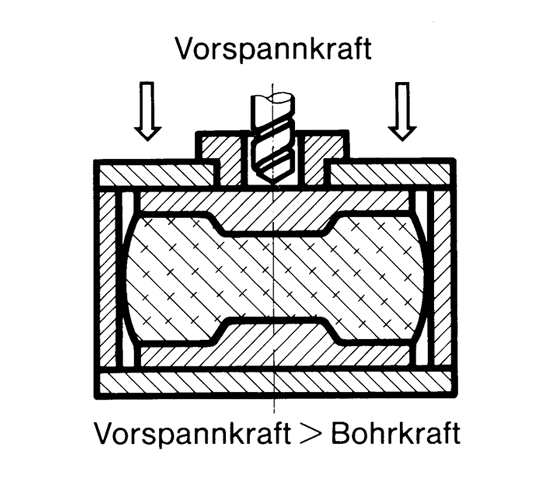
Bohren und Gewindeschneiden können wie bei Metall üblich durchgeführt werden. Das Einspannen erfolgt am Metallteil, damit der Bohrer nicht verläuft. Ist das Einspannen am Metallteil nicht möglich, sollte das Element in einer entsprechenden Bohrvorrichtung oder durch Schraubzwingen vorgespannt werden. Die Vorspannkraft muss größer als die Bohrkraft sein.
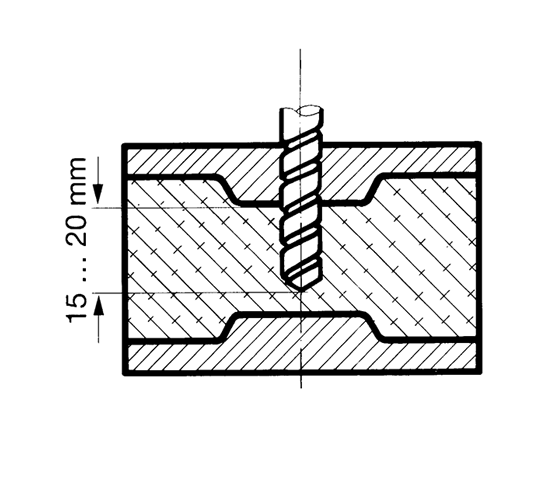
Bei Bohren der Kernlöcher ist ein Tiefanschlag zu verwenden, damit die Gewindegrundlochtiefe 15 ... 20 mm eingehalten wird. Das Gewinde ist mit einem Grundloch-Gewindebohrer zu schneiden. Gute Schmierung und Kühlung durch geeignete Bohrflüssigkeit ist unbedingt erforderlich. Temperaturen über 100 °C sind unzulässig.
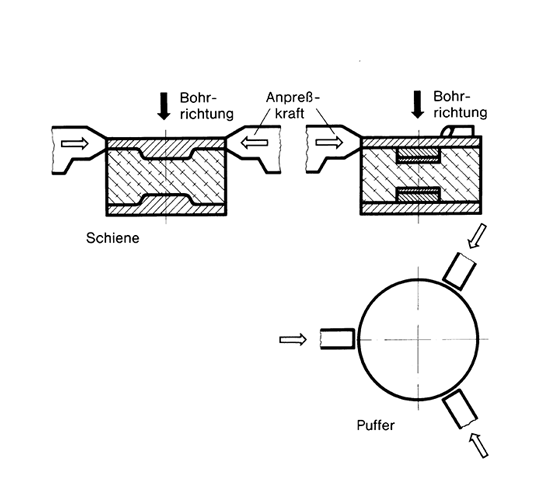
Bohren von Schwingmetall – Einspannen
Bohren von Schwingmetall – Bohrvorrichtung
Schrauben sollen nur so lang sein, wie das Metallteil dick ist. Sie dürfen nicht in den Federkörper hineinragen.
Tiefenanschlag verwenden!
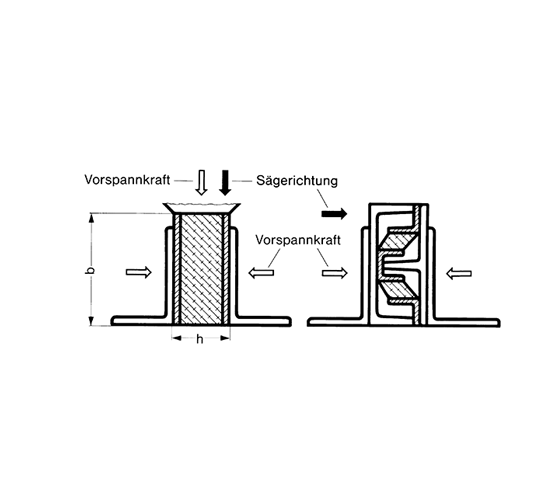
Schienen können mit handelsüblichen Band- oder Hubsägen abgelängt werden. Bei Schienen mit b ≤ 2 * h muss die seitliche Vorspannkraft durch eine obere Verspannung ergänzt werden. Gute Schmierung und Kühlung durch einen mit Wasser mischbaren Kühlschmierstoff im Verhältnis 1:10 ist erforderlich. Temperaturen über 100 °C sind unzulässig.
Nach dem Sägen ist der Grat zu entfernen. Die Bindung an den Randzonen ist zu überprüfen. Dazu dürfen keine scharfkantigen Gegenstände verwendet werden.