

Belt Mistracking
The following six chapters clearly demonstrate how to mount and splice steel cord conveyor belts. Using the mouse, simply click the desired chapter.
-
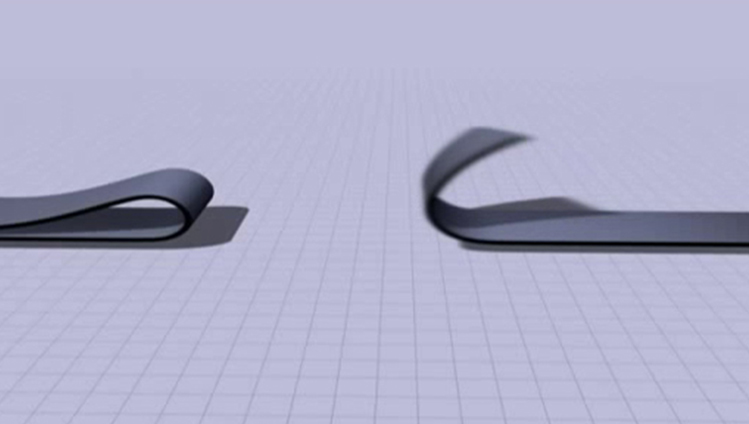
1. Aligning the Belt Ends
-
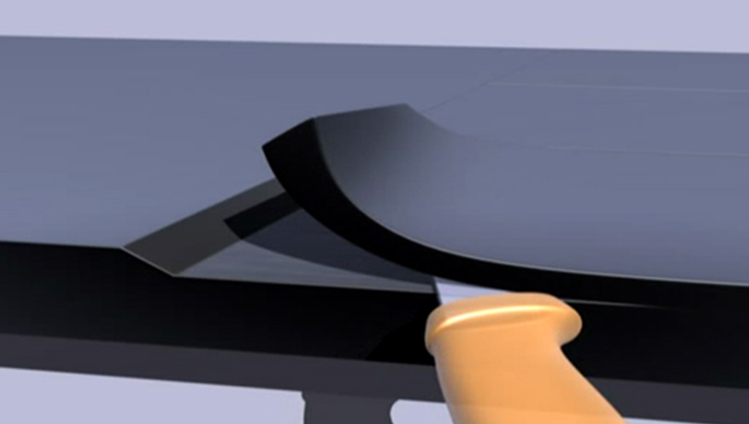
2. Stripping Away the Cover Stock
-
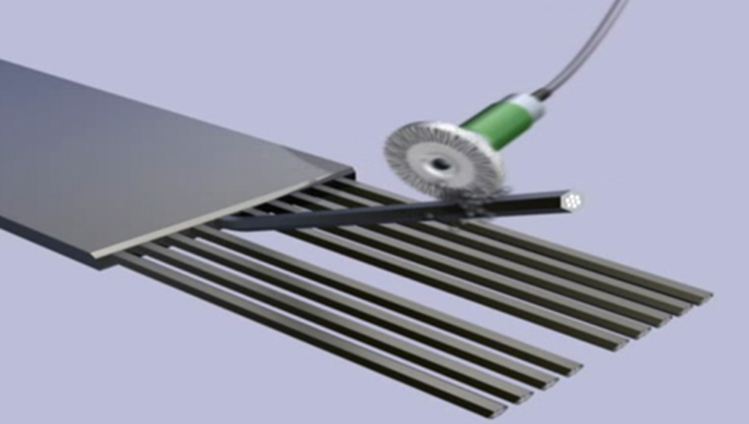
3. Isolating Individual Cables
-
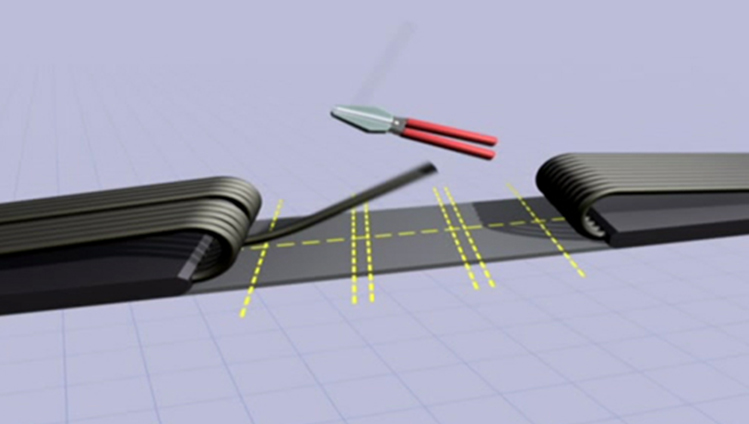
4. Assembling the Cables
-
5. Closing the Splice
-
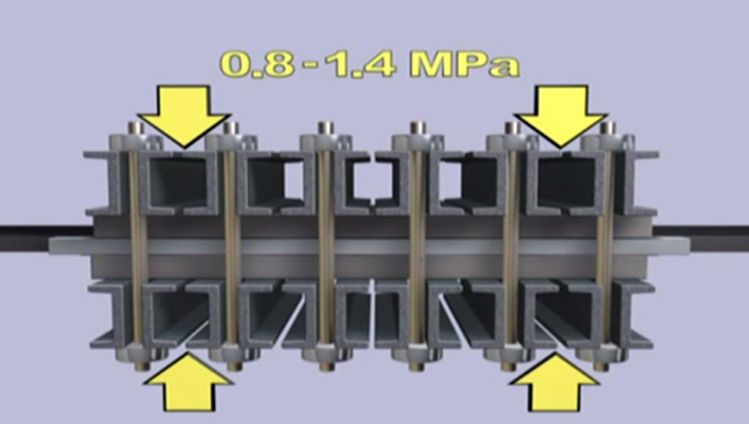
6. Vulcanizing the Splice