

Gurtschieflauf
In den folgenden sechs Kapiteln wird Ihnen anschaulich die Montage und Verbindung von Stahlseil-Fördergurten demonstriert. Wählen Sie durch Mausklick auf das Bild das entsprechende Kapitel aus.
-
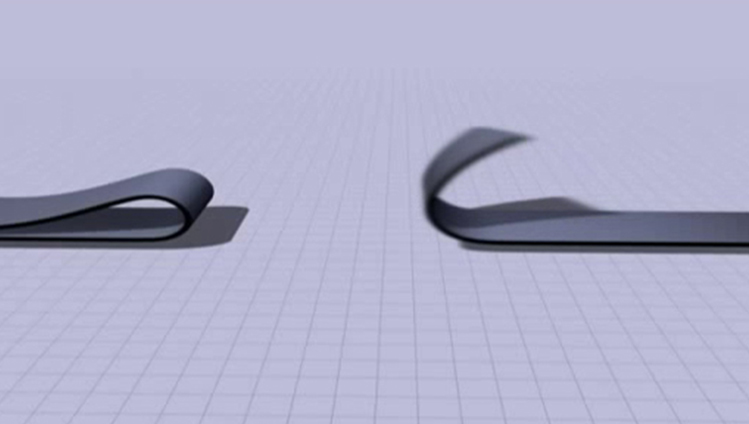
1. Ausrichten der Gurtenden
-
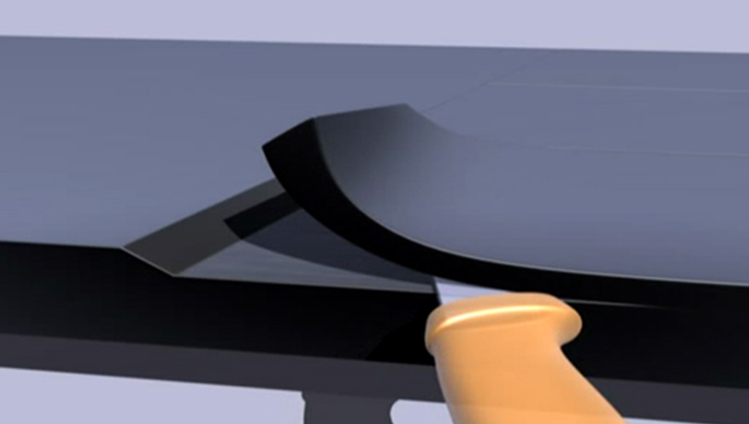
2. Abschärfen der Deckplatten
-
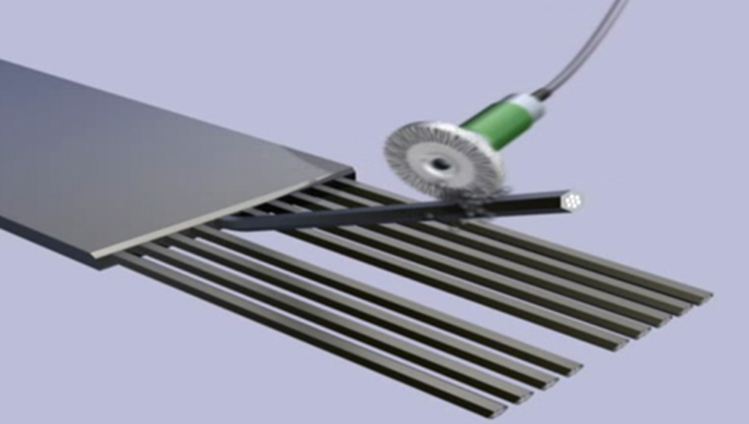
3. Ausfingern der Seile
-
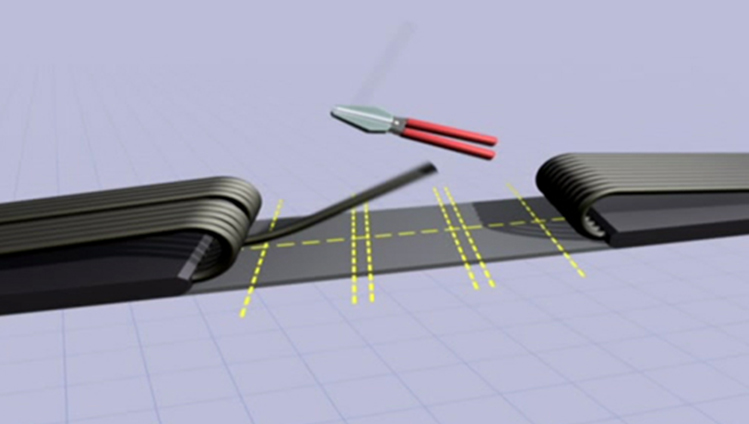
4. Zusammenlegen der Seile
-
5. Schließen der Verbindung
-
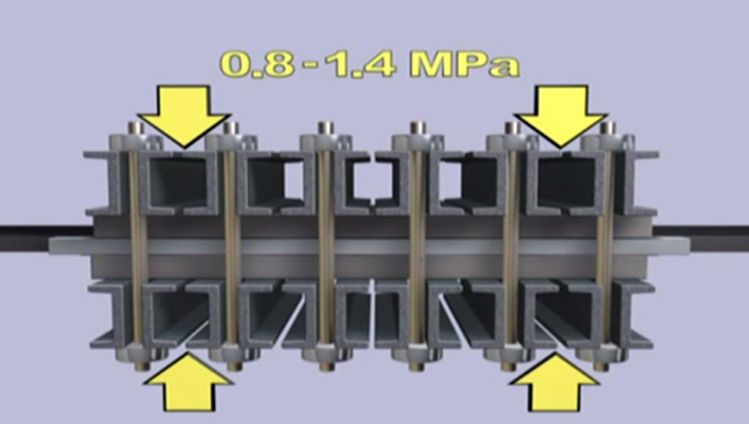
6. Vulkanisation der Verbindung