

Déport de bande
Les six chapitres suivants présentent une démonstration claire du montage et du jonctionnement des bandes transporteuses à carcasse métallique. Cliquez avec la souris sur une photo pour choisir le chapitre souhaité!
-
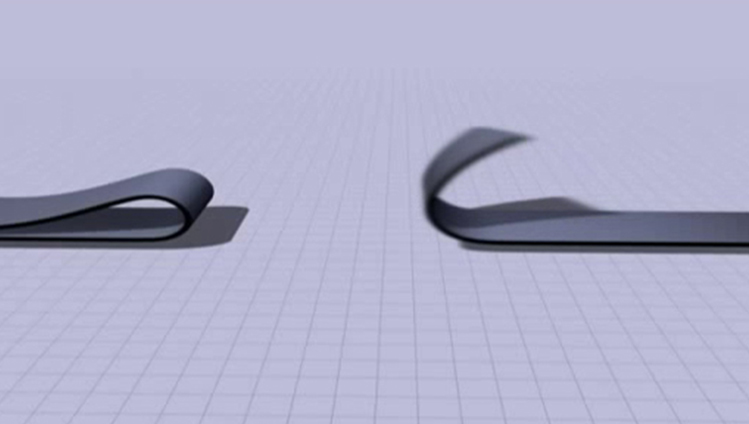
1. Alignement des extrémités des bandes
-
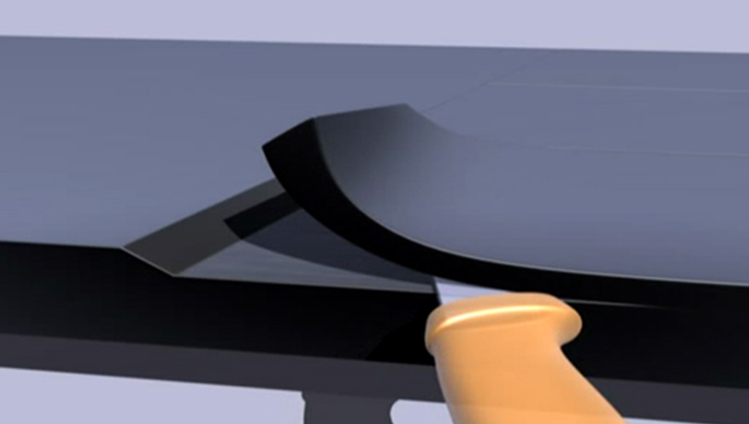
2. Biseautage des revêtements
-
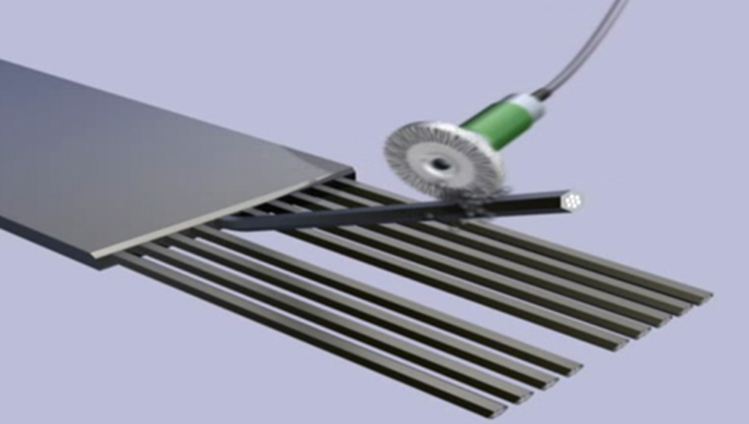
3. Décorticage des câblés
-
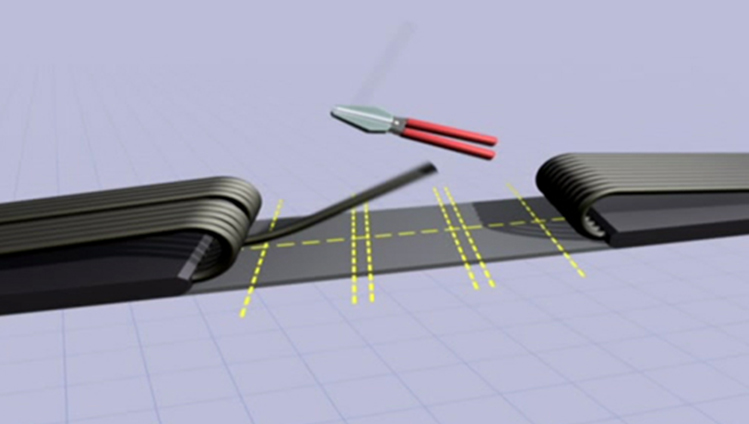
4. Assemblage des câblés
-
5. Fermeture du jonctionnement
-
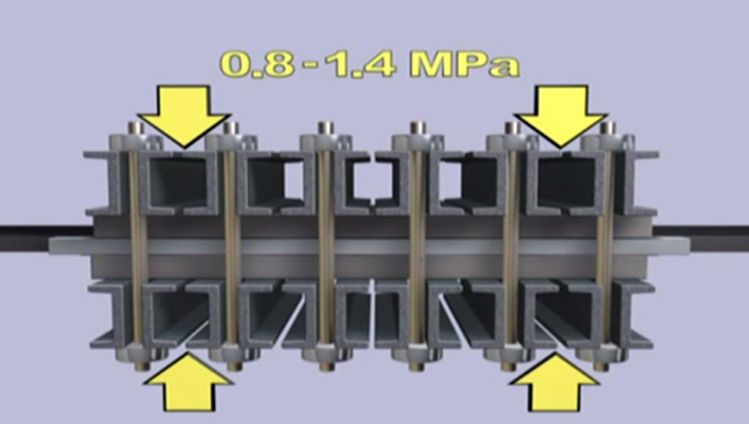
6. Vulcanisation du jonctionnement