

Desalinhamento em correias
Os próximos seis capítulos demonstram claramente como montar e emendar uma correia de cabos de aço. Usando o mouse, simplesmente clique no capítulo desejado.
-
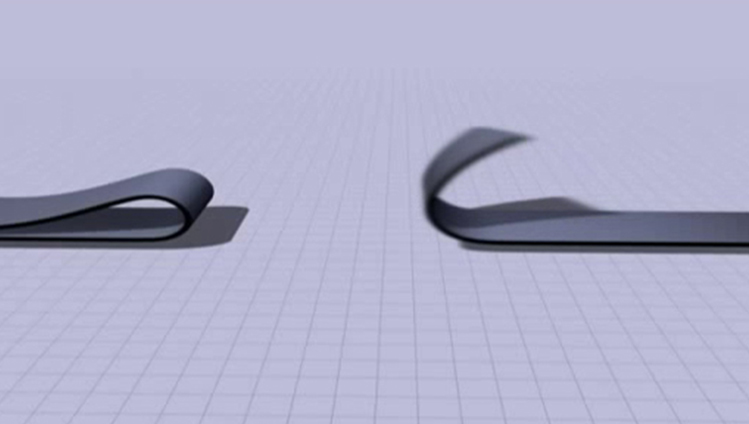
1. Alinhar as extremidades das correias
-
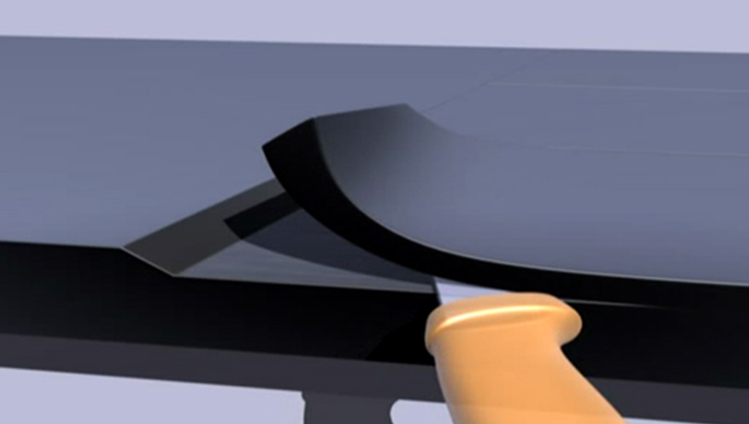
2. Aparagem das placas de cobertura
-
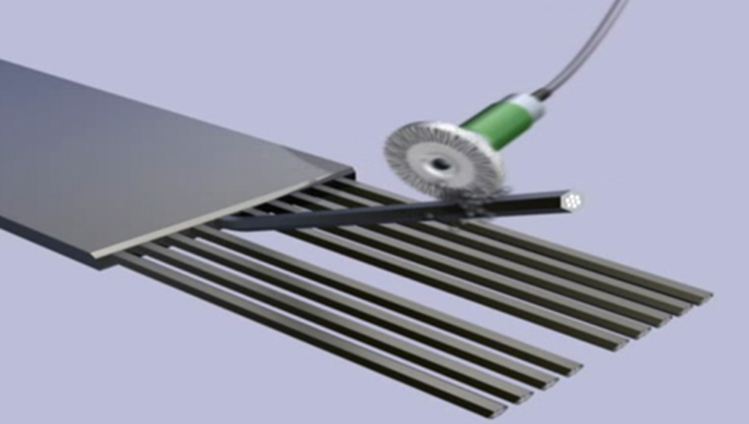
3. Isolar as cordas
-
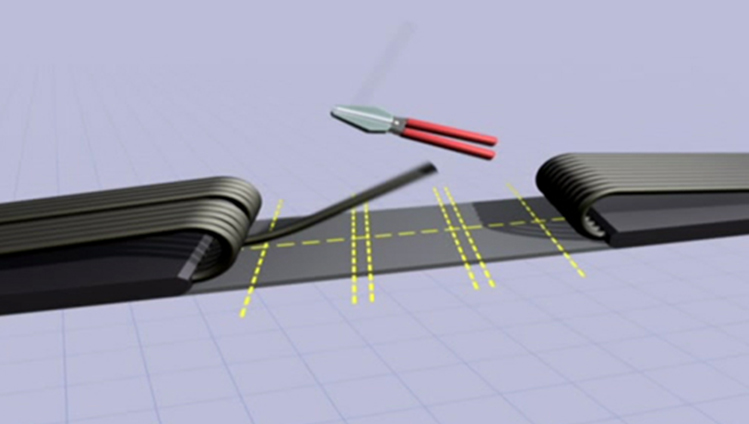
4. Juntar as cordas
-
5. Fechar as junções
-
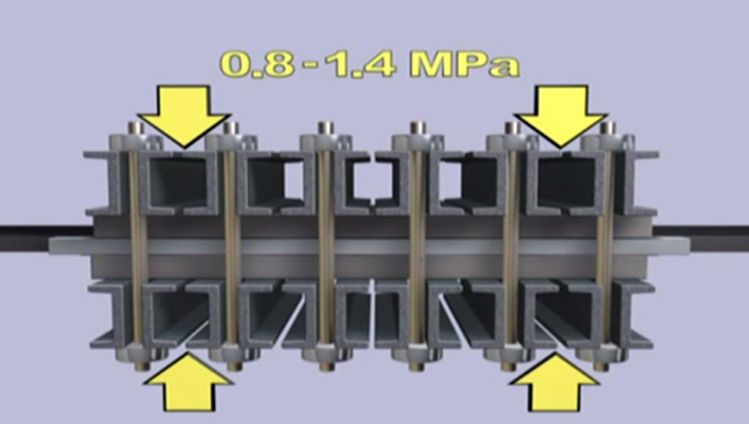
6. Vulcanizar as junções